- Производство систем нулевого базирования BriBase
- Производство корпусного металлорежущего инструмента
- Услуги по механообработке
Наша компания является производителем технологической оснастки для закрепления заготовок на фрезерных станка с ЧПУ.
Наша стандартная линейка модульной технологической оснастки BriBase включает в себя приспособления для закрепления заготовок по:
Несмотря на большой ассортимент и стремление разработать зажимную оснастку под все основные типы поверхностей, встречающиеся в машиностроении, всегда найдется неповторимое изделие со своей криволинейной формой, требующее проектирования и изготовления индивидуальной оснастки.
В таких случаях на помощь приходят современные технологии типа:
Несмотря на различные предложения на рынке зажимной оснастки, запросы на проектирование и изготовление специальной оснастки классическими методами остаются актуальными.
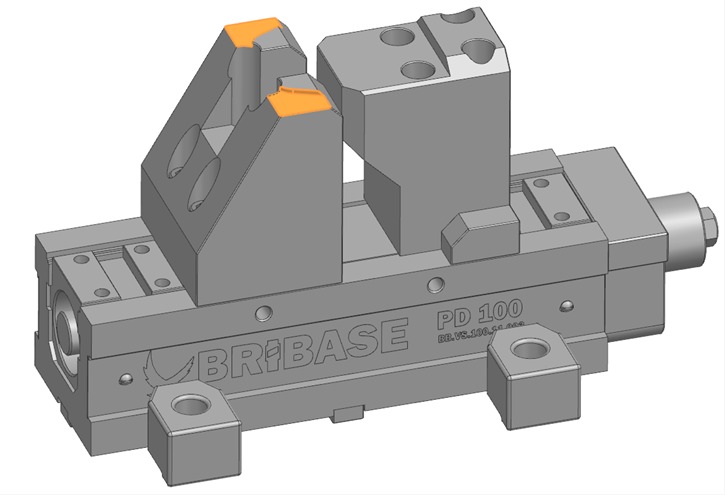
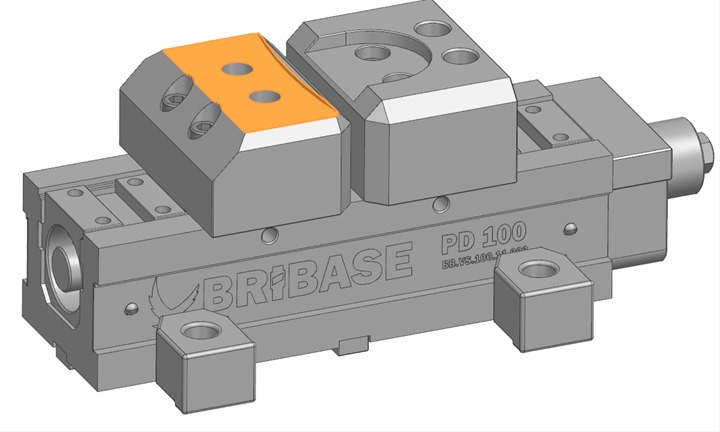
В подавляющем большинстве запросов на специальную оснастку, которые мы получаем, клиенту требуется «всего лишь одно» приспособление – будь то специальные сменные части к основным приспособлениям (губки, кулачки, накладки) или полностью специальное приспособление типа оправки, ложемента и т.д.
«Всего лишь одно» приспособление глазами человека, далекого от производственных процессов, выглядит просто: оно всего лишь одно, а значит, его можно быстро сделать – «что там делать-то!»
К сожалению, стоимость единичной специальной оснастки всегда выходит высокой, особенно если она ни на что другое не походит:
1. На изготовление одного изделия расход материала будет, чуть ли не в два раза выше чем требует само приспособление, т.к. для разового заказа доступнее всего взять пруток круглого сечения (материал в виде плит или прутков некруглого сечения не всегда есть в наличии на металлобазе и часто на него имеется минимальный объем заказа, что будет очень дорого для заказа металла на парочку деталей)
2. При отработке программы на станках необходимо замерять каждый элемент программы, т.е. постоянно останавливать станок, так же при проверке детали на контроле станок простаивает в ожидании результатов ОТК и т.п., одним словом, идет отработка опытных образцов, которые больше не будут изготавливаться, т.е. все затраты на наладочные работы (читайте: простой станка) и прочие будут учитываться в стоимости заказа, а не распределяться на партию, как это происходит при серийном производстве.
3. При изготовлении единичной специальной оснастки (по сути опытных образцов), всегда присутствует риск брака, а это для единичных деталей критично, соответственно, требуется заложить наладочные детали и запасные детали для покрытия возможного брака, что тоже отражается на стоимости итогового «всего лишь одного» изделия.
4. Стоимость изготовления специальной оснастки всегда индивидуальна и зависит от сложности изделия и других факторов тоже: стандартность габаритов, твердость материала, точность изготовления, наличие покрытия – что также накладывает свой отпечаток на стоимость изготовления.
Резюмируя, хотим напомнить: специальная оснастка – это всегда дорого. Высокая цена – не каприз производителя, а объективная технологическая реальность изготовления единичного уникального изделия.