- Производство систем нулевого базирования BriBase
- Производство корпусного металлорежущего инструмента
- Услуги по механообработке
Сверло относится к наиболее древним инструментам. Первоначально оно употреблялось на ручной работе: сверление осуществлялось с помощью лучковой дрели. Постепенно сверло подвергалось усовершенствованию, пока не появился лучший представитель этого класса — спиральное сверло.
На практике встречаются различные типы сверл:
а) перовые
б) пушечные
в) ружейные
г) сверла с прямыми канавками
д) спиральные
е) центровочные
ж) специальные.
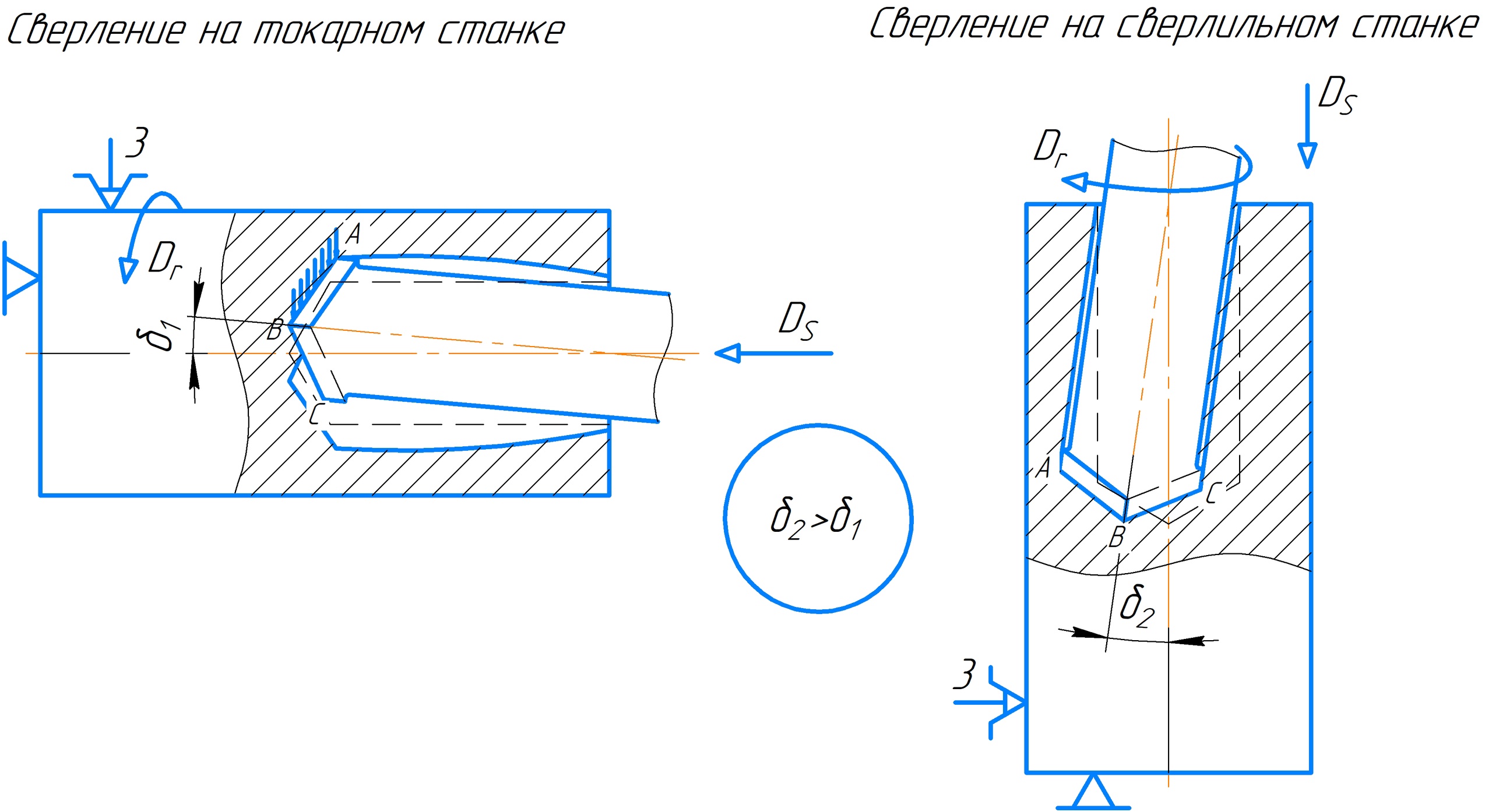
При сверлении могут иметь место два случая:
1) когда вращается сверло, а обрабатываемая заготовка неподвижна – на сверлильном станке;
2) когда вращается заготовка, а сверло неподвижно — на токарном станке.
При втором способе получается отверстие, ось которого всегда совпадает с осью шпинделя токарного станка, в то время как при первом — сверло может иногда сделать косое отверстие.
Таким образом, во втором случае работа будет более точной, чем в первом. Объясняется это тем, что на токарном станке обрабатываемая заготовка вращается вокруг оси шпинделя; вследствие этого даже в случае, когда ось сверла не будет совпадать с осью шпинделя (по причине неправильного закрепления сверла в суппорте, непараллельности направляющих суппорта и линии центров), отверстие все же получается с правильной осью.
Обрабатываемая заготовка при своем вращении на токарном станке будет с большей силой давить на кромку АВ, чем на кромку ВС, поэтому процесс сверления будет способствовать восстановлению правильного положения сверла, даже в случае, если оно приняло неправильное положение.
Правда, вследствие несовпадения осей сверла и шпинделя на токарном станке отверстие может получиться несколько расширенным или может быть эллиптической формы, но это бывает редко и не имеет такого большого значения, как несовпадение теоретической и фактической осей отверстия.
Несколько иное явление мы имеем при сверлении, когда сверло вращается и подается к обрабатываемой заготовке. Если сверло в процессе работы получит косое направление, то выправить его уже не удастся, так как неподвижная заготовка давит одинаково на кромки АВ и ВС. Поэтому в тех случаях, когда при сверлении хотят получить отверстие с точной ось, надо применять второй способ обработки — при вращающейся заготовке. Этот же принцип положен в основу конструкции всех станков, предназначенных для сверления глубоких отверстий.
Семенченко И.И., «Режущий инструмент. Конструирование и производство.» т.1, 1936